OUR
PRODUCTS
PASSION FORMS PERFORMANCE
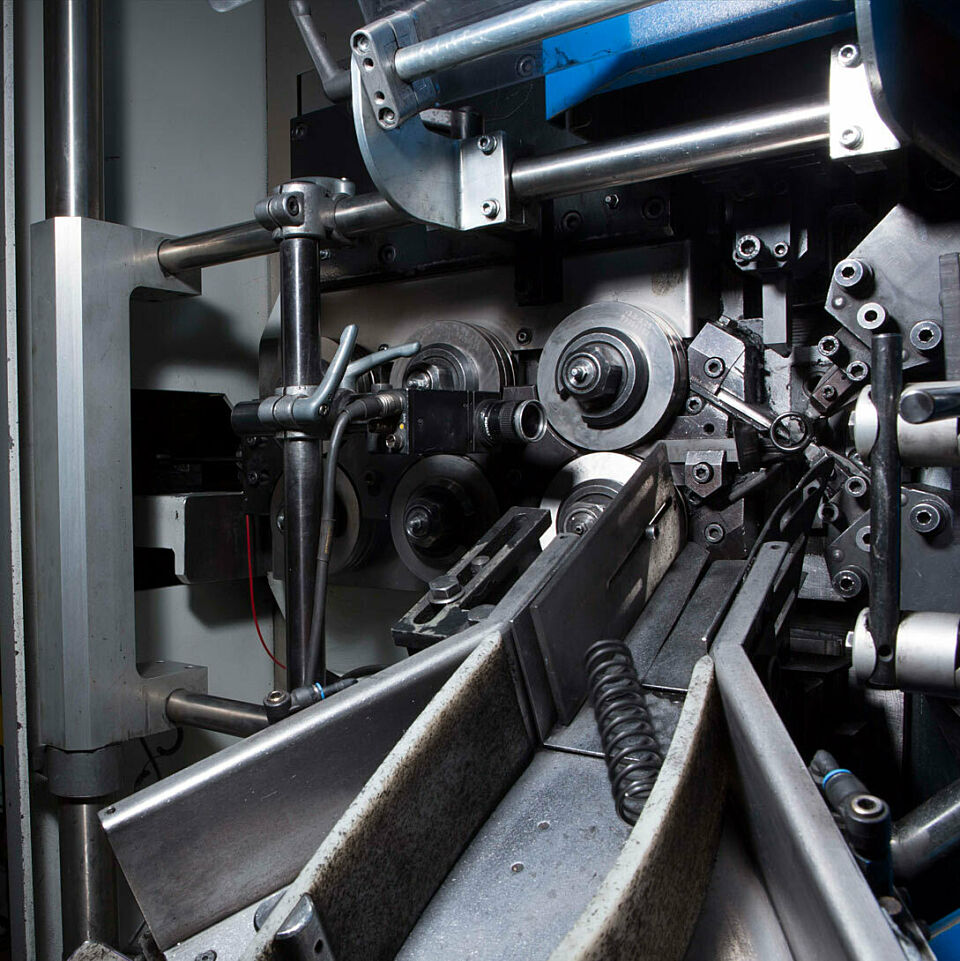
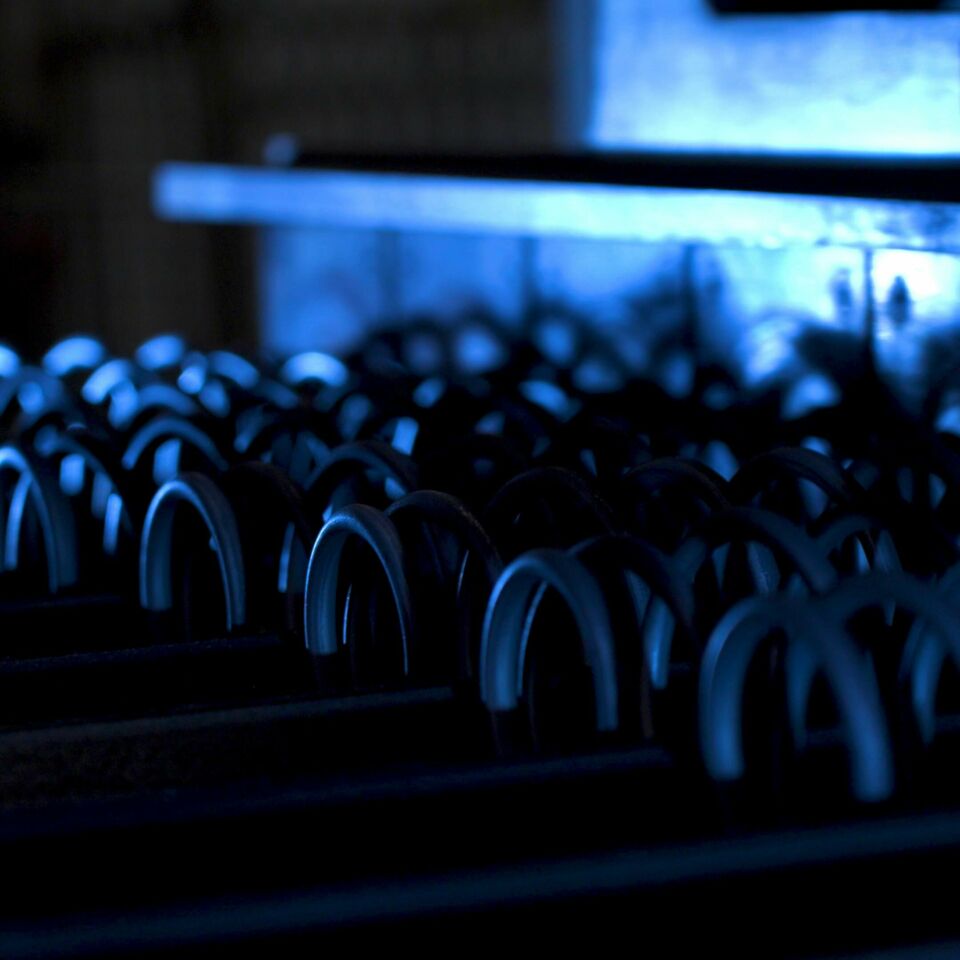
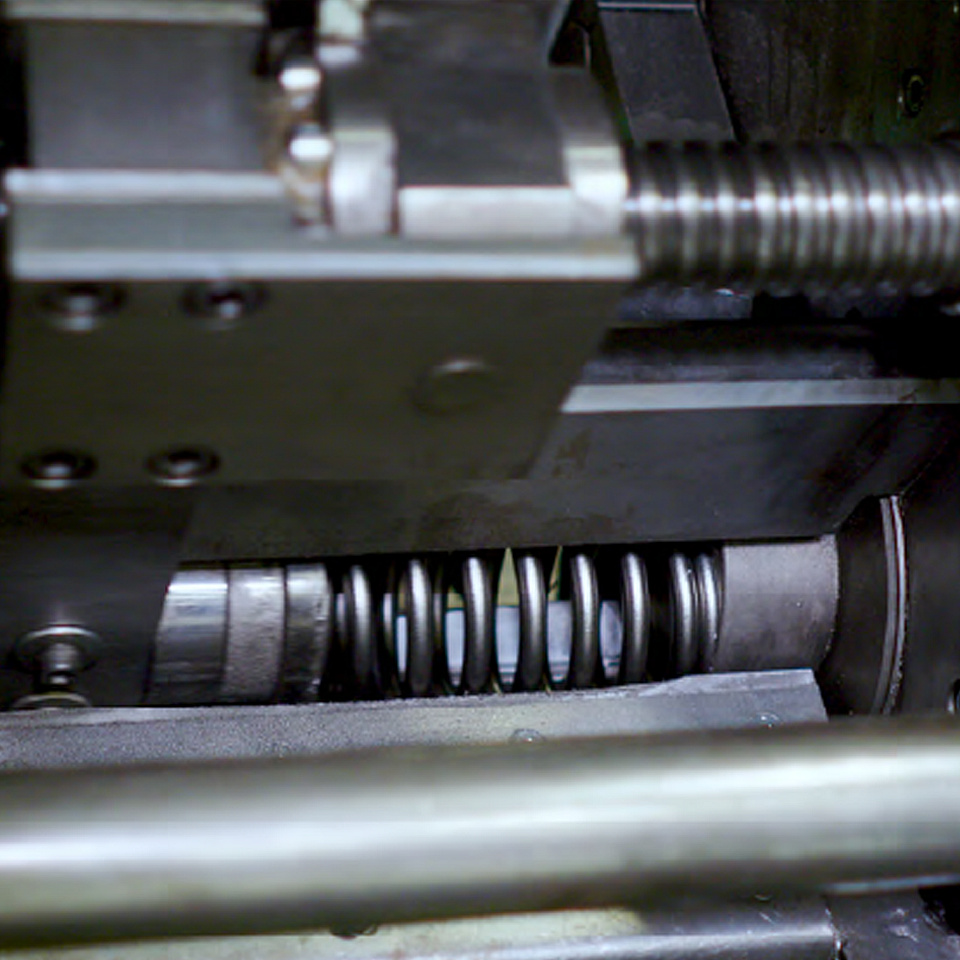
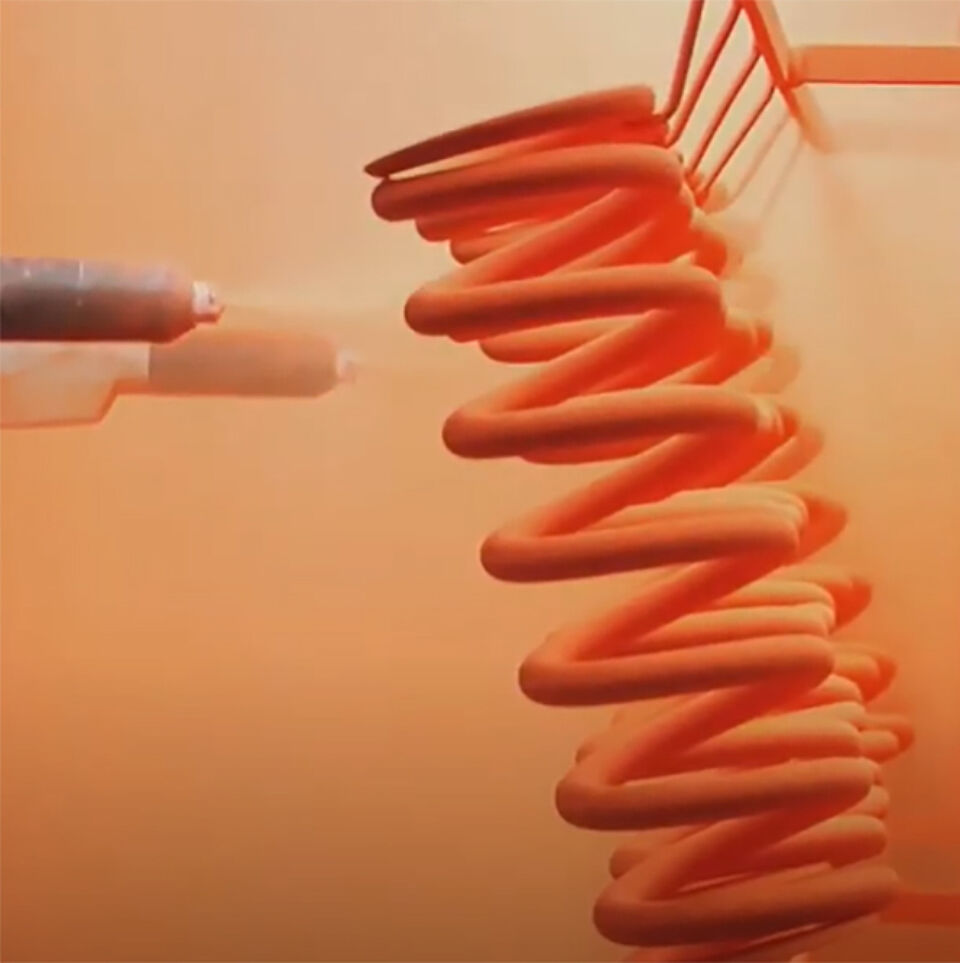
With more than 400 million individually produced parts per year, we are your innovative partner for all aspects of forming technology. Customer-oriented, sustainable and with perfection. Our comprehensive product range holds an extreme competitive advantage. For you and for us. In addition, we offer you a wide variety of customer-specific solutions including assemblies in a wide range of material qualities, spring shapes, spring geometries, stress levels and surfaces.